Пренослива EDM машина




Карактеристики:
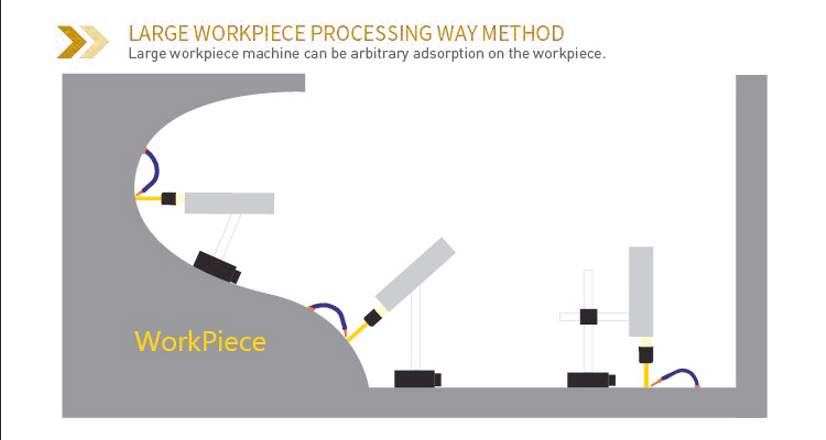
1. Протезирачката EDM машина може брзо да отстрани скршени славини, дупчалки, поместувања итн., без оштетување на работниот дел. Нанесете магнетна основа и вкрстен држач за поддршка на главата, може да се постави на која било позиција, сеопфатно прилагодувајќи ја насоката на обработка. Може да се примени на работни делови од која било големина, особено ефикасно за големи машински алати.
2. Брзината на обработка на кратки дупки е околу 1 мм/мин.
3. Работната глава со функција за вибрации.

Опис на производот:
Принцип на работа
Користете го работниот дел и контактот со електродата со скршена славина од краток спој, корозија, скршена славина, отстранувајте ја скршената славина дел по дел.
Апликација
1. Отстранете го скршениот дијаметар на обработениот дел, дупчалката, развртувачот, алатките/алатите како што се завртките, мерачите на чепот;
2. Може да се работи во која било големина, облик на работни парчиња.
3.Различни агли, различни форми од површината на електродите, обработка на повеќе дупки.
4. Обработка без дупка за прецизни барања.
5. Особено погоден за тешка обработка на големи работни парчиња воЕДМ машина.

| Машинска обработка со електрично празнење SD-1000D/Високомоќен екстрактор на скршени завртки/EDM алатки | ||
| Модел | MW-600W | MW-1000W |
| Внесување | AC220V 50/60HZ | AC220V 50/60HZ |
| Моќ | 600W | 1000w |
| Напон | 80V | 80V |
| Опсег на електроди | 0,5 мм-10 мм | 0,5 мм-10 мм |
| Рачно патување | 310 мм | 310 мм |
| Автоматско патување | 60 мм | 60 мм |
| Брзина на обработка | ≥1 мм/мин | ≥1,5 мм/мин |
| Големина | 380*200*320мм | 380*200*320мм |
| Тежина | 15 кг | 17 кг |
Стандардни додатоци:
1. Далновод
2. Бакарна електрода
3. Далновод
4. Водоводна линија
5. Електродна стега
6.Конектор
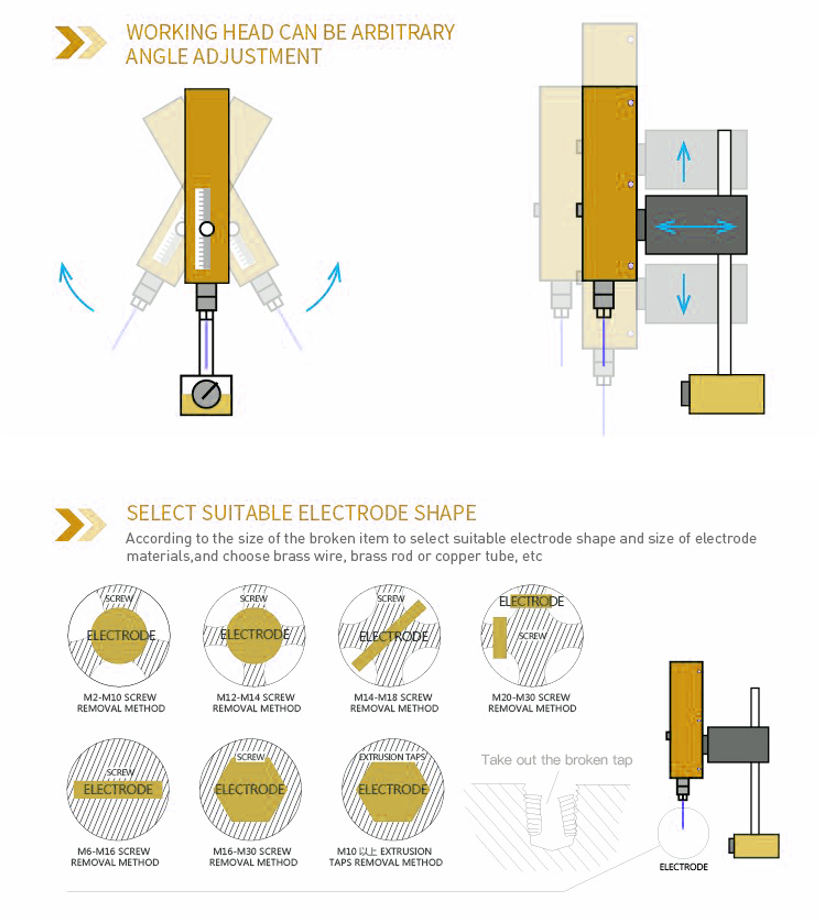
Избор на електрода (скршена славина, завртки, на пример)
Според големината на скршениот предмет, изберете соодветна форма на електродата и големина на материјалите на електродата, како и месингана жица, месингана прачка или бакарна цевка итн.
| Скрши работи | Стандарден | Препорачај електрода | Белешки |
| завртка | M3 | Ø1.5 | електродата за шотр и намалување на треперењето |
| завртка | M4 | Ø2.0 | |
| завртка | M6 | Ø3.0 | |
| завртка | M8 | Ø4.0 | |
| завртка | М10 | Ø5.0 | |
| завртка | М12 | Ø6.0 | |
| завртка | М14 | 7x2 | Лист електрода |
| завртка | М16 | 8x2 | |
| завртка | М20-30 | 10x2 | Чешмата над M20 може да се обработи неколку пати |
| болт | М3-20 | Препорачан метод: направете длабок жлеб во форма на „-“ и завртете го со шрафцигер | |
Ефект на заварување
Принцип на електролитичка корозија, без оштетување на работното парче
1. Отстранете го скршениот дијаметар на обработениот дел, дупчалката, развртувачот, алатките/алатите како што се завртките, мерачите на чепот;
2. Може да се работи во која било големина, облик на работни парчиња.
3.Различни агли, различни форми од површината на електродите, обработка на повеќе дупки.
4. Обработка без дупка за прецизни барања.
5. Особено погоден за тешка обработка на големи работни парчиња во EDM машина







